Как производится порошковая покраска дверей

Все мы видели современные металлические двери, которые разнятся своими свойствами и дизайном. В производстве большинства из них используется метод окраски специальным порошком. Давайте разберемся более подробно, что же такое порошковая окраска дверей, в чем ее особенности и каков процесс производства. Также взглянем на некоторые фото и видео материалы.
Как наносится порошок?
Производство
Покраска дверей порошком – это процесс, при котором порошковая краска для дверей наносится тончайшим слоем. Процесс заключается в заряженности частиц порошка и материала.
Поверхность имеет отрицательный электрический заряд, а порошок — положительный. В итоге краска отлично оседает на поверхности, образуя равномерный слой. Далее, как правило, двери с нанесенным покрытием «запекаются» в специальной камере.
Это придает покрытию устойчивость и дает массу преимуществ, а именно:
- Экологическая чистота покрытия. В порошке не присутствуют опасные химические элементы.
- Экономичный расход. В процессе окрашивания порошок наносится достаточно умеренно, при этом не осевшие частицы остаются на следующую покраску.
- Химическая инертность. Порошковая краска, после высыхания, не вступает в реакцию ни с частицами металла, ни с другими веществами извне.
- Равномерное нанесение. В промышленных условиях окрашивание – настолько виртуозно проходящий процесс, что в итоге получается поверхность с равномерным слоем, за исключением моментов, когда необходимо придать тот или иной эффект. При этом идеальное покрытие получается уже при первом слое нанесения.
- Минимальные потери. Когда поверхность обрабатывается жидкой краской, потери материала в момент окрашивания составляют до 40-ка процентов. В использовании порошковой краски потери равны 4-м процентам.
- Экономия времени. Время работы с порошком гораздо короче в сравнении с жидкой краской. Самым интересным является то, что слой закрепляется уже через 2 часа.
- Неприхотливые условия хранения. Порошок для окрашивания абсолютно не требует специального хранения, благодаря чему экономятся средства.
- Простота. При правильном обращении с порошком покраску можно выполнить даже своими руками, не имея специальных навыков. В помощь этому предоставляются фото и тематическое видео.
Однако при стольких преимуществах есть несколько особенностей, которые, например, затрудняют окрашивание своими руками. Например, наличие специальной камеры. Дело в том, что температура плавления порошка — не менее 180-190 градусов.
Это, кстати, исключает возможность обработки поверхностей из пластика или другого полимерного материала. Еще одним существенным недостатком, который, однако, не влияет на высокое качество, но влияет на стоимость изделия с порошковой покраской, является дорогостоящее оборудование.
Именно это в большинстве случаев и затрудняет сделать порошковую покраску двери своими руками.
Что необходимо
Итак, если все-таки на решение сделать порошковую окраску своими руками не пугает немалое вложение в оборудование, вполне можно рассказать о том, что нужно для окрашивания порошком.
- Место. Выбор места важен потому, что, во-первых, там будет установлено еще оборудование, а, во-вторых, будет проходить процесс. Поэтому главными условиями для данной операции будут: хорошая вентиляция и простор. Если в промышленных масштабах используются крупные заводские помещения, то для личного пользования вполне подойдет и гараж. Очень важно освещение: оно должно состоять из ламп дневного света, так как при обычных лампах накаливания порошок может прилипать к ним, что будет значительно увеличивать его расход.
- Инвентарь. Вот и добрались до самого интересного. Не стоит думать, что порошковая окраска может делаться сама собой, как из баллончика. Все гораздо серьезнее. Обязательно необходима специальная камера с печью. Именно в ней происходит основной процесс окрашивания, после чего в печи порошок спекается с поверхностью. Еще одним важным инструментом будет аппарат для сбора порошка. Дело в том, что, минимизировав расход порошка, есть шансы удешевить готовую деталь. Важно! Очень серьезным является личная экипировка. Несмотря на то, что порошок нетоксичный, его частицы очень маленькие и хорошо проникают в верхние дыхательные пути и оседают на слизистых. Поэтому работать с порошком нужно в перчатках, защитных очках и, конечно, в респираторе. Пренебрегать этим очень опасно!
- Конвейер, а именно — транспортная лента или система. В случае, когда планируется серийная покраска, естественно, нужно позаботиться о перемещении двери от этапа к этапу. Поэтому, конечно, желательно установить транспортную систему для управления местонахождением дверей.
Если оборудовать обычный гараж всем необходимым, вполне можно наладить выпуск металлических дверей. Именно поэтому на рынке богат не только спрос, но и предложение по металлическим дверям.
И под конец остается только добавить, что, решив заняться порошковой покраской дверей, нужно быть готовым понести определенные расходы.
Но большая популярность металлических дверей с порошковой окраской даст толчок быстрой окупаемости проекта.
Источник: http://DekorMyHome.ru/remont-i-oformlenie/kak-proizvoditsia-poroshkovaia-pokraska-dverei.html
Как производится порошковая покраска дверей

Все мы видели нынешние металлические двери, которые отличаются своими свойствами и дизайном. В изготовлении большинства из них используется метод покраски специальным порошком. Давайте разберемся намного подробнее, что такое порошковая окраска дверей, в чем ее особенности и каков производственный процесс. Также взглянем на некоторые фото и видео материалы.
Как наносится порошок?
Производство
Покраска дверей порошком – это процесс, при котором порошковая краска для дверей наносится тончайшим слоем. Процесс находится в заряженности частиц порошка и материала. Поверхность имеет отрицательный электрический заряд, а порошок — положительный.
В итоге краска очень хорошо садится на поверхности, организуя аналогичный слой. Дальше, по большей части, двери с нанесённым покрытием «запекаются» в специальной камере.
Это добавляет покрытию устойчивость и даёт достаточно много плюсов, а именно:
- Чистота в экологичном и природном проекте покрытия. В порошке не присутствуют опасные химические элементы.
- Рентабельный расход. В процессе покрытия краской порошок наносится достаточно сдержано, при этом не осевшие частицы остаются на следующую покраску.
- Химическая инертность. Порошковая краска, после высушивания, не вступает в реакцию ни с частичками металла, ни с другими веществами с наружной стороны.
- Одинаковое нанесение. В условиях в промышленности окрашивание – настолько виртуозно проходящий процесс, что в итоге выходит поверхность с одинаковым слоем, не считая обстоятельств, когда необходимо дать тот либо иной эффект. При этом идеальное покрытие выходит уже при первом слое нанесения.
- Очень маленькие потери. Когда поверхность обрабатывается жидкой краской, потери материала в момент покрытия краской составляют до 40-ка процентов. В использовании порошковой краски потери равны 4-м процентам.
- Экономия времени. Время работы с порошком значительно короче если сравнивать с жидкой краской. Самым интересным является то, что слой крепится уже через 2 часа.
- Неприхотливые условия хранения. Порошок для покрытия краской абсолютно не требует особенного хранения, благодаря чему экономятся средства.
- Простота. При правильном обращении с порошком покраску можно выполнить даже собственными руками, не имея больших навыков. В помощь этому даются фото и тематическое видео.
Однако при стольких преимуществах есть несколько параметров, которые, например, усложняют окрашивание собственными руками. Например, наличие специальной камеры. А а все потому, что температура плавления порошка — не менее 180-190 градусов.
Это, кстати, исключает возможность обработки поверхностей из пластика либо прочего полимерного материала. Добавочным серьезным минусом, который, однако, не влияет на высокое качество, но проявляется на цены изделия с порошковой покраской, считается дорогостоящее оборудование.
Именно это в большинстве случаев и затрудняет сделать порошковую покраску двери собственными руками.
Есть небольшие проблемы в нанесении тонкого слоя. Говоря проще, для профессионального и отличного нанесения порошковой краски должны быть подходящие условия и оборудование.
Что необходимо
Итак, если например на решение сделать порошковую окраску собственными руками не пугает немалое вложение в оборудование, можно вполне сказать про то, что нужно для покрытия краской порошком.
- Место. Выбор места важен потому, что, во-первых, там будет установлено еще оборудование, а, второе, будет проходить процесс. Из-за этого главными условиями для данной процедуре будут: хорошая вентиляционная система и простор. Если в масштабах промышленности используются большие заводские помещения, то для личного пользования замечательно подойдет и гараж. Очень важно освещение: оно должно состоять из ламп дневного света, так как при обычных лампах накаливания порошок может липнуть к ним, что будет значительно увеличивать его расход.
- Инвентарь. Вот и добрались до самого интересного. Не надо думать, что порошковая окраска может делаться сама собой, как из баллончика. Все более серьёзны. Первым делом необходима специальная камера с печью. Говоря по существу в ней происходит основной процесс покрытия краской, после чего в печи порошок спекается с поверхностью. Добавочным важным инструментом будет прибор для сбора порошка. А а все потому, что, минимизировав расход порошка, есть шансы удешевить готовую деталь. Важно! Очень серьезным считается своя обмундировка. Не смотря на то, что порошок нетоксичный, его частицы весьма незначительны и прекрасно проникают в верхние дыхательные пути и оседают на слизистых. Из-за этого работать с порошком нужно в перчатках, очках для защиты и, конечно, в респираторе. Брезговать этим Очень опасно!
- Конвейер, а именно — транспортная лента или система. На случай, когда планируется серийная покраска, естественно, следует позаботиться о перемещении двери от этапа к этапу. Из-за этого, конечно, хорошо бы установить транспортную систему для управления местонахождением дверей.
Если оборудовать обычный гараж всем необходимым, можно вполне наладить выпуск металлических дверей. Из-за этого на рынке богат не только интерес, но и предложение по металлическим дверям.
И По окончании остается только добавить, что, решив заняться порошковой покраской дверей, следует быть готовым понести определенные траты. Но большая популярность металлических дверей с окраской на основе порошка даст толчок быстрой окупаемости проекта.
Сравнение порошковой и акриловой покраски велосипеда
Источник: http://offthevylc.ru/dveri/kak-proizvoditsja-poroshkovaja-pokraska-dverej.html
Современная порошковая покраска двери

Сегодня существует масса методов покраски металлических дверей. Можно приобрести различные лакокрасочные составы или же другие средства. Но, зачастую, такие покрытия ненадежны. Если необходимо, чтобы слой краски был прочным, используется порошковая покраска дверей.
Этот способ представляет собой особую технологию, в процессе которой на поверхность металла напыляются микро-частицы специального порошка. Эти частицы имеют положительных заряд. Заряжается порошок вследствие трения, либо от внешнего источника.
Металлическая дверь, или же любая другая деталь из металла, наоборот, заряжена отрицательно. Поэтому краситель в виде порошка осядет на поверхности. Затем, изделие нагревают в специальных печах при достаточно высоких температурах. Вследствие нагрева порошок расплавляется, а в результате получает прочное покрытие, которое напоминает пленку.
Основные достоинства порошковой технологии
Первое и главное – это экологическая чистота этой технологии. Порошки для окрашивания производят из безопасных для людей веществ. Также материал не горючий. Также можно выделить высокую экономичность.
Что касается качества порошкового покрытия, то оно имеет очень высокие характеристики. Так, покрытие не боится химических и механических воздействий.
В отличии от традиционных способов окрашивания, при порошковой покраске дверей слои равномерно распределяются на поверхности изделия. Нет необходимости в использовании грунтовочных растворов.
Даже с одним слоем красящего материала покрытие будет идеальным. Изделия, окрашенные по такой технологии, не требуют особенных условий эксплуатации.
Также процесс занимает гораздо меньше времени. Зачастую, традиционная покраска занимает около суток, тогда как порошковый метод для входных металлических дверей займет не более 2х часов.
Читайте также: Дренажный колодец пластиковый: смотровой, из пластика, цена
Недостатки такого окрашивания
Для этой технологии требуется воздействие на изделия достаточно высоких температур. Это исключает окрашивание порошком изделий из дерева или пластика.
Также выделяют высокую стоимость в сравнении с традиционными ЛКМ.
А для окрашивания больших изделий или поверхностей необходимы большие печи, а вот для маленьких изделий они не эффективны. Существуют некоторые сложности по работе с тонким слоем, а если необходимо работать при низких температурах, то это также достаточно сложно.
Зачастую, такой покраской металлических дверей занимаются специализированные компании, а своими руками воспроизвести технологию практически невозможно
Оборудование для окрашивания порошковыми красками
Самое главное устройство – основная камера, где и проводится основная часть работы. Выбирают эту камеру в соответствии с характеристиками материалов и типом изделия, которое необходимо обработать.
Камера представляет собой закрытый металлический бокс, где на деталь распыляется порошок. Также в состав входит печь для запекания. Многие считают, что заниматься порошковым окрашиванием в домашних условиях невозможно. Однако, самостоятельная покраска металлических дверей возможна – так, запекать поверхность можно в самом обычном духовом шкафу.
Кроме камеры также необходим специальный краскопульт с возможностью питания от электричества. В этих моделях предусмотрена возможность подачи сжатого воздуха. Если такой инструмент достать трудно, тогда его можно заменить компрессором.
Особенно это актуально, когда выполняется порошковая покраска металлических дверей. В таком помещении должно быть очень светло. Лучше, если свет будет излучаться лампами дневного света. Эти лампы выбирают потому, что в ходе работы порошок не будет липнуть на горячую лампу. Лучше всего для такой работы подходит гараж с надежной системой вентиляцией.
Еще очень важный момент – это система для сбора порошка. Так можно существенно сэкономить на дорогостоящем материале. Таким образом расход можно снизить практически до минимального объема. Для этих целей применяют рекуператоры, но можно приобрести и промышленный пылесос.
Как подготавливают поверхность
Часто при покраске металлических дверей подготовке поверхности практически не уделяется внимания, однако это существенно влияет на качество результата. Порошок достаточно требовательный к качеству поверхности. При подготовке с поверхности удаляют пятна, дверное полотно обезжиривают и фосфатируют.
Процесс подготовки поверхности.
После очищения дверь проходит пассивирование. Это обработка поверхности специальным составом их нитрата хрома и натрия. Это требуется для максимальной защиты от коррозии.
Процесс окрашивания
Покраска металлических дверей полностью проводится в камере. Основная функция этой камеры – улавливать не осевшие частицы порошка. Система оснащена системой фильтров, бункерами, отсосами.
Процесс покрытия двери порошком – это не что иное, как электростатическое напыление. Так, заряженные положительно частицы оседают на заземленной двери.
Если покраска металлических дверей осуществляется в домашних условиях, то камеры для работы с порошковой краской попросту нет. Так, для двери можно соорудить специальный крючок, а металлическое изделие соединяется с минусовой клеммой блока питания.
С помощью пистолета порошок распыляется на изделие. Но если его нет в наличии, не страшно. Можно использовать пластиковую бутылку, на горлышко которой одевается крышка из металла.
Запекание
Может показаться, что покраска – это нанесение порошка, однако это не так. Для железной двери – это процесс запекания. Именно на этом этапе формируется покрытие. Порошок плавится, затем твердеет и остывает.
В промышленных мастерских используются специальные шкафы. В домашних же условиях можно применить для этих целей обычных жарочный шкаф. Температура может быть разной – от 150 до 2200 градусов. Весь процесс займет до 30 минут. В результате получается прочная пленка. Очень важно, чтобы дверь прогревалась максимально равномерно – это залог высокого качества результата.
Источник: http://o-dveryah.ru/remont/poroshkovaja-pokraska/
Порошковая покраска своими руками – оборудование и нанесение

Порошковая покраска металлических деталей своими руками – занятие не такое уж сложное, главное знать все тонкости и действовать строго по инструкции. К тому же на лицо существенная экономия средств, ведь цены в салонах по покраске частей металлических механизмов или запасных частей автомобилей достаточно велики.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях.
Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов.
Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель.
Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10.
Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.
Покрывание детали порошковым покрытием
Следующий этап после подготовительного – непосредственно окрашивание.
Тут все довольно просто: поместите деталь в отсек напыления, присоедините и закрепите на ней минусовой провод от вашего источника питания.
Если включить наш преобразователь и поднести бутылку с металлической пробкой к детали на расстояние 20-30 мм — увидим проскакивание искр, это значит, что напряжения достаточно для нанесения порошковой краски.
Для этого надавливаем на бутылку, чтобы часть порошка вместе с воздухом выдувалась из дырок в пробке. Под воздействием высокого напряжения, частицы краски электризуются и прилипают к окрашиваемому изделию.
Часть порошка все равно рассыпется на пол, поэтому подстелите газету, чтобы потом его собрать.
После нанесения порошковой краски начинается процесс создания отвержденного полимерного слоя.
Полимеризация
Суть этого процесса в том, что окрашенная деталь устанавливается в специальную печь. Там она в течение определенного временного промежутка подвергается воздействию высокой температуры.
Для этого потребуется самостоятельно изготовленная печь для полимеризации порошковой краски. Чтобы процесс прошел без накладок, необходимо соблюсти следующие условия:
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
Источник: https://kraska.guru/kraski/rabota/poroshkovaya-pokraska-svoimi-rukami.html
Порошковая покраска дверей улучшает их эксплуатационные качества
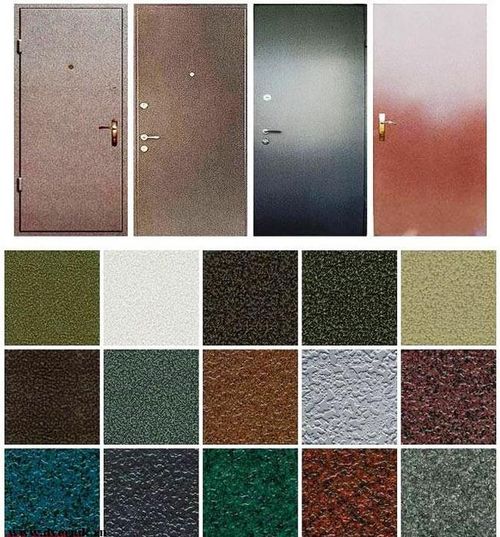
Порошковая покраска дверей позволяет придать им не только привлекательный внешний вид, но также и некоторые защитные свойства. На сегодняшний день отечественный рынок предлагает множество входных и межкомнатных дверей, которые окрашены методом порошкового напыления.
Причем все изделия только высочайшего качества и по довольно приемлемым ценам. В широком ассортименте представлены двери с гладкой и рельефной поверхностями, так что можно выбрать двери, которые будут идеально смотреться практически в любом помещении.
Читайте также: Может ли быть качественной недорогая мебель?
Порошковая покраска обеспечивает дверям высокий уровень износостойкости, стойкости к агрессивным воздействиям внешней среды и красивый вид в течение длительного времени.
https://www.youtube.com/watch?v=r2g7KziCF40
Изготовлением металлических дверей и их покраской порошковыми красками занимаются специализированные компании, куда можно в любое время обратиться для получения ответов на интересующие вопросы и оформления заказа дверей, которые бы в полной мере отвечали всем необходимым требованиям. Менеджеры компании предоставят всю требуемую информацию и примут заказ на изготовление дверей любой сложности, которые потом будут доставлены по указанному Вами адресу и сразу же установлены.
Следует заметить, что такие двери, покраска которых выполнена полимерными материалами, обладают прекрасными декоративными и эксплуатационными качествами.
Покрытие таких дверей – это сравнительно новая технология, при которой применяется термическая обработка высокой температурой в камерах полимеризации.
Но перед тем, как будет осуществлена порошковая покраска дверей, в них вставляется замочная конструкция, производится регулирование ходовых качеств дверей, монтаж необходимой фурнитуры. Словом, двери практически полностью доводятся до эксплуатационного состояния.
После того, как подгонка и регулировка всех компонентов двери будет завершена, с нее снимают всю фурнитуру и помещают в камеру, где и происходит процесс порошковой окраски.
Причем стоит отметить, что технология порошковой покраски является экономически выгодной и практически безотходной, поскольку неиспользованный полимерный материал собирается, фильтруется и его затем используют для покраски других дверей.
Окрашивание порошковыми материалами придают входным дверям защитные свойства, поэтому данное покрытие еще называют «антивандальным». Помимо этих свойств такие двери обладают прекрасными электроизоляционными свойствами, также они довольно устойчивы в противопожарном плане.
Примечательно, что металлические двери с порошковым напылением сохраняют все свои эксплуатационные характеристики даже в экстремальных условиях — при температурах от -60 до +130 градусов. Поэтому их устанавливают в качестве входных дверей в подъездах и домах.
Для порошковой покраски используется специальный мелкодисперсный порошок, в состав которого входят эпоксидные смолы, красящие пигменты, наполнители, отвердители и другие элементы. Данную краску можно условно разделить на три группы — полиэфирная, эпоксидная и гибридная.
Порошковая покраска дверей эпоксидными красками выполняется в тех случаях, когда предполагается, что двери будут установлены во внутренних помещениях.
Эпоксидные материалы обычно используют для покраски межкомнатных дверей или металлической мебели, а также тех предметов, которые могут подвергаться химическому воздействию, поскольку они обладают хорошими защитными свойствами.
Но в то же время крайне нежелательно использовать изделия, окрашенные эпоксидными порошками, на открытом воздухе, чтобы на них не воздействовали атмосферные факторы.
Полиэфирные порошковые краски, наоборот, являются достаточно стойкими к воздействию окружающей среды, поэтому их в большинстве случаев используют для покраски тех предметов, которые используются вне помещений — входных дверей, металлической фурнитуры, фасадных элементов и т.д.
Также внутри помещений рекомендуется использовать двери, окрашенные гибридными порошковыми красками.
Таким образом, порошковая покраска дверей обладает многими достоинствами и преимуществами — привлекательностью, стойкостью к атмосферным воздействиям, коррозионным процессам и высокой адгезией.
Источник: http://www.okb-potok.ru/articles/194
Собственный бизнес: порошковая окраска. Оборудование для порошковой окраски и технология покраски :

Все большей популярностью на сегодняшний день пользуется порошковая окраска. Что же это такое? Это современная технология, предназначенная для получения декоративных и защитных покрытий высокого качества.
В работе используют полимерные порошки (отсюда и название – «порошковая»). В покрытие же они превращаются благодаря воздействию высоких температур.
Из-за такой особенности процедуры наиболее распространена порошковая окраска металла и стекла.
Преимущества
Данный процесс обладает рядом положительных сторон. К ним можно отнести:
– Экономичность. Дело в том, что такая краска может использоваться повторно, если она не оседает при распылении на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
– Простота применения. Материалы для данного вида работ выпускаются полностью готовыми. Это гарантирует стабильно высокое качество покрытий. К тому же, чистить оборудование после работы очень просто, ведь порошок легко убирается с деталей.
– Скорость. Порошковая окраска не требует просушки изделий перед их помещением в печь. Если поверхности, покрытые обычной краской, необходимо сушить довольно долго, то в данном случае процесс сокращается в разы.
– Долговечность. Технология данных работ предполагает полимеризацию слоя эластичной пластмассы, обладающей довольно высокой адгезией, непосредственно на той поверхности, которая окрашивается. В результате получается прочное покрытие, которое может похвастаться отличными электроизоляционными и антикоррозийными свойствами, а также стойкостью к воздействию различных веществ.
– Экологичность. Как уже упоминалось, растворители в данном случае не используются, что благоприятно сказывается на экологии. Также играет роль безотходность производства.
– Декоративность. Порошковые краски дают возможность получить поверхность любого оттенка. Палитра представленных материалов на сегодняшний день насчитывает больше 5 тысяч цветов и оттенков с различными фактурами. При желании можно получить глянцевую или матовую поверхность, а также под гранит, муар и т. д.
Порошковая покраска как идея для бизнеса
Если учесть все преимущества данного вида работ, то становится очевидным, что такой бизнес будет довольно выгодным. Если у вас нет возможности сразу вложить большую сумму в свое дело, желательно хотя бы просто узнать, как выполняется порошковая окраска своими руками.
Но стоит учесть, что потратиться все равно придется. В первую очередь нужно будет позаботиться о наличии специального оборудования и отдельного помещения. В качестве последнего вполне подойдет простой гараж, но при условии, что в нем достаточно много места для размещения всех инструментов и непосредственного проведения работ. А какое необходимо оборудование для порошковой окраски?
Камера
Проведение работ будет невозможным без специальной камеры. Именно в ней выполняется большая часть всего процесса. Камера порошковой окраски нужна для очистки воздуха (процесс рекуперации), кроме того, именно за счет неё остается возможность использовать материал повторно. Здесь краска, не попавшая на обрабатываемую поверхность, отправляется в фильтры, а затем сбрасывается.
Такое оборудование может иметь различные размеры. Какое именно выбрать – решать нужно в каждом случае индивидуально, предварительно определив, с какими изделиями вы планируете работать.
Печь и пистолет
Также вам будет необходима печь оплавления. Это сборная конструкция, состоящая из панелей (их толщина – 100 мм). Теплоизоляционный материал – базальтовое волокно.
Если вы пока только пробуете себя в данном виде работ, необязательно сразу же покупать специальную печь. С этой целью вполне можно использовать обычную духовку.
Однако для построения бизнеса все-таки рекомендуется приобрести профессиональное оборудование.
Технология порошковой окраски также требует наличия пистолета-пульверизатора, который позволяет использовать сжатый воздух. В качестве него можно воспользоваться и компрессором. Если вы сделали выбор в пользу последнего, то обратите внимание, что на нем обязательно должен быть установлен фильтр для высокого давления.
Рекуператор и транспортная система
Остатки порошковой краски собирают с помощью рекуператора. Вместо него на первых порах можно использовать циклонного типа пылесос. В данном случае нужно предварительно проверить мощность электросети в помещении и проследить за тем, чтобы присутствовало заземление.
Если вы планируете работать с крупногабаритными изделиями, то стоит также подумать о приобретении транспортной системы. В ней обрабатываемые детали передвигаются на специальных тележках, которые двигаются по рельсам. Таким образом выстраивается линия порошковой окраски. Такое оборудование улучшает производительность процесса, обеспечивая его непрерывность.
Технология порошковой окраски
Сам процесс выполнения работы разделяется, как уже можно было понять, на несколько этапов:
- Расскажем о каждом этапе отдельно.Подготовка изделия, а точнее его поверхности, к обработке.
- Нанесение краски в виде порошка.
- Полимеризация, т. е. нагрев изделия в печи.
Подготовительный этап: очистка, обезжиривание
Можно сказать, что этот этап является самым трудоемким. И именно от него зависит, насколько качественным и стойким получится покрытие. В процессе подготовки поверхности необходимо удалить с нее все загрязнения, обезжирить ее.
Очистка производится посредством механического либо химического способа. Первый вариант предполагает использование стальных щеток или шлифовального диска. Можно также выполнить притирку чистой материей, предварительно смочив ее в растворителе.
Второй вариант очистки подразумевает применение щелочного, нейтрального или кислотного состава, а также растворителей. Их выбор зависит от того, насколько поверхность загрязнена, из какого материала выполнено изделие, какого оно типа и какие имеет размеры.
Фосфатирование и хроматирование
Далее на изделие может быть нанесен конверсионный подслой, который предотвратит попадание влаги и грязи под покрытие.
Процедуры фосфатирования и хроматирования обеспечивают лучшую адгезию и защищают поверхность от ржавчины.
С этой целью чаще всего используют фосфат железа (для стали), цинка (при работе с гальваническими элементами), хрома (для алюминия) или марганца и хромовый ангидрид.
Затем нужно будет удалить окислы, что осуществляется с помощью абразивной и химической чистки. Первая производится посредством абразивных частиц (дробь, песок), скорлупы ореха. Эти вещества подаются сжатым воздухом с довольно высокой скоростью. В результате, частицы «врезаются» в поверхность изделия и отскакивают от нее вместе с загрязнениями.
Травление (хим. очистка) – это удаление различных загрязнений с помощью специальных травильных растворов, основными компонентами которых являются серная, соляная, азотная, фосфорная кислота или едкий натр. Этот способ считается более производительным, однако после такой обработки изделие необходимо промыть от растворов.
Пассивирование
Это заключительный шаг на этапе подготовки поверхности. Нужно обработать деталь соединениями натрия и нитрата хрома. Это выполняется для того, чтобы предотвратить вторичное появление коррозии.
После того как будут произведены все подготовительные работы, изделие ополаскивают и сушат в печи. Вот теперь может выполняться непосредственно порошковая окраска поверхности.
Нанесение краски
Что представляет собой сама технология порошковой окраски? Подготовленное изделие необходимо поместить в камеру. Здесь на него будет наноситься порошок (краска). Если у вас тупиковый бокс, то в нем можно будет покрасить только небольшие детали. Большие изделия можно обработать только в длинномерных камерах.
Чаще всего для нанесения краски используют метод электростатического напыления. В данном случае применяют пистолеты для порошковой окраски. Такие инструменты также называют пульверизаторами или аппликаторами. Это устройство представляет собой пневматический распылитель, с помощью которого электростатически заряженное вещество наносится на деталь, предварительно заземленную.
Формирование покрытия
Переходим к следующему этапу работу. Краска нанесена, теперь нужно сформировать покрытие. В первую очередь изделие отправляют в печь для полимеризации. Такие камеры могут быть различными: вертикальными, горизонтальными, опять же, тупиковыми или проходными, одно- и многоходовыми.
Упомянутое оборудование для порошковой окраски обеспечивает нагрев поверхности до определенной температуры – 150-220 оС. Обработка длится около получаса, в результате чего образуется пленка. На данном этапе важно, чтобы деталь прогревалась равномерно, что возможно только при стабильности температуры в камере.
Какой выбрать режим для обработки конкретной детали, зависит от нее самой, от вида краски и оборудования. После того как полимеризация будет выполнена, изделие нужно охладить на воздухе. Все, работа выполнена.
Читайте также: Цветовые решения для ванной комнаты
Сферы применения
Как видите, порошковая окраска – это довольно трудоемкая работа, требующая определенных вложений. Какие изделия ей подвергаются? Рассматриваемый способ покраски идеально подходит для обработки алюминиевых или кованых изделий, а также оцинкованных поверхностей.
Порошковые краски в наше время находят все больше «поклонников». Сейчас их применяют и в приборостроении, и в строительстве, и в автомобилестроении, а также в других сферах. С их помощью окрашивают медицинскую технику, кровельные материалы, бытовую технику, предметы из керамики, гипса и стекла, мебель. Среди автолюбителей все большую популярность обретает порошковая окраска дисков.
Организация бизнеса
Данные работы в специализированных центрах сегодня стоят довольно дорого. Если вы хотите попробовать себя в этом деле, то при наличии финансовых средств вполне можете приступать. Конечно, линия порошковой окраски (автоматизированная система) по карману далеко не всем, но благодаря нашим рекомендациям вы сможете некоторые элементы в первое время заменить другими инструментами.
Начните с небольших изделий. Это могут быть гипсовые статуэтки, керамическая посуда и много другое. Попробуйте для начала покрасить что-то в своем доме (начните с того, что не жалко испортить).
Постепенно у вас появятся необходимые навыки и сноровка, тогда вы сможете принимать заказы у знакомых.
Однако большого дохода ожидать не стоит, если перебиваться только разовыми заказами от физических лиц.
Наилучший вариант развития событий предполагает наличие большого стартового капитала. В этом случае можно сразу закупить необходимое оборудование и нанять работников. Клиентов же следует искать среди предприятий, занимающихся производством изделий из металла. Только наличие таких заказчиков позволит вашему бизнесу существовать и развиваться.
Источник: https://BusinessMan.ru/new-sobstvennyj-biznes-poroshkovaya-okraska.html
Покраска порошковой краской изделий из металла, правила нанесения

Отличия в составе и технологии использования порошковой краски, выделяют данный вид покрытия в «особый класс» относительно остальных лакокрасочных материалов. В настоящее время порошковая окраска металлических изделий получила существенное распространение в промышленности, начиная от самолётостроения вплоть до выпуска бытовых товаров и принадлежностей.
Порошковая окраска металлических изделий: технология процесса и основные этапы
Технологический процесс порошковой покраски разделяются на следующие этапы:
- подготовка окрашиваемой поверхности;
- нанесение краски в виде порошка;
- формирование жидкой плёнки при высокой температуре;
- химическое отверждение плёнкообразующего материала (при использовании термореактивных красок);
- окончательное формирование покрытия.
Подготовка поверхности
При подготовке окрашиваемой поверхности следует учитывать, что необходимо обеспечить не только смачиваемость с жидкой фазой плёнкообразователя, но и равномерное распределение порошковых материалов при напылении.
Уделяется внимание как удалению всевозможных поверхностных загрязнений, так и обеспечению поверхности необходимой шероховатости.
Дополнительно к механическим способам подготовки поверхности могут использоваться и химические, такие как обезжиривание, травление или фосфатирование.
Нанесение порошковых материалов
Порошковая окраска металла осуществляется:
- электростатическим напылением;
- погружением во взвешенный слой электризованного порошка;
- газопламенным способом.
Благодаря своей простоте и универсальности, наибольшее применение получило нанесение краски электростатическим напылением. Для плоских поверхностей могут использоваться специальные магнитные щётки-валики по технологиям, используемыми в копировальной технике.
Окунание в «кипящий слой» используется на автоматических линиях при конвейерном производстве однотипных изделий. Газопламенный способ из-за чрезмерной неравномерности слоя и свойств получаемого покрытия распространения не получил.
Существующее плазменное напыление отличается применением низкотемпературной плазмы для нагрева частиц и использованием инертного газа; ограничивается использованием термостойких порошков при нанесении тонких покрытий на термостойкие материалы.
Удержание и равномерность распределения на поверхности металлических изделий порошковых материалов обеспечиваются за счет электростатических сил взаимодействия заряженных частиц краски и «электронейтральной» поверхности. Перед напылением частицы краски в пистолете получают электрический заряд:
- в поле коронарного заряда, создаваемого электродом;
- за счет трения о поверхность оборудования.
Заряд частиц, как правило, отрицательный, величина заряда должна соответствовать оптимальному диапазону, позволяющему удерживать частицы на поверхности до образования жидкой плёнки и не нарушающему технологию нанесения. Регулируется характеристиками электрода или скоростью движения частиц при трении о поверхность оборудования, площадью и материалом поверхности.
При электростатическом напылении покрытия одинаково качественно формируются на горизонтальных и вертикальных поверхностях. Нулевой заряд металлического изделия обеспечивается заземлением.
Формирование жидкой плёнки
Технология нанесения порошковой краски
Пленкообразование происходит при нагреве порошковых материалов до вязко-текучего состояния, при этом происходит:
- деформация и вязкое течение материала;
- удаление воздуха;
- смачивание жидким материалом поверхности подложки.
При производстве труб и металлического профиля используется нанесение порошка в «кипящем слое» на предварительно нагретые заготовки, процесс формирования жидкой плёнки происходит за счет аккумулированного тепла или дополнительного нагрева.
В случае использования термореактивных красок при высокотемпературной выдержке дополнительно происходит химическое отверждение жидкой плёнки за счет полимеризации или поликонденсации плёнкообразователей.
Это удлиняет время высокотемпературной выдержки, повышает затраты и снижает производительность.
Существуют составы на основе термореактивных смол, ускоренное отверждение плёнок которых происходит при ультрафиолетовом облучении.
Окончательное формирование покрытия
Итоговое формирование пленки происходит при охлаждении изделия. Условия могут отличаться как скоростью охлаждения, так и средой.
Прочностные характеристики покрытия и силы адгезии, в зависимости от условий формирования, может изменяться на десятки процентов. При этом для разных видов полимеров практикуется ускоренное и замедленное охлаждение .
Охлаждение покрытия в пластифицирующих полимерных средах может снизить внутренние напряжения покрытия до нуля.
В отличие от термореактивных, термопластичные краски позволяют легко устранять дефекты покрытия с использованием повторного «спекания».
Несмотря на сложность колеровки, некоторые производители предоставляют порошковые краски до 250-ти цветов по таблицам RAL.
Порошковая окраска металла: правила и рекомендации
Процесс подготовки металлических деталей к покраске
При покраске металлических изделий порошковой краской как на промышленных линиях, так и своими руками в домашних условиях, необходимо следовать таким рекомендациям:
- Используйте порошковые материалы проверенных производителей.
- Без правильного заземления металлического изделия нарушается электростатический механизм удержания и распределения порошковых материалов на поверхности. Поэтому необходимо следить за состоянием подвесных крючков, обеспечивающих заземление деталей. Следует предусмотреть технологическую операцию очистки крючков и контроль цепи заземления.
- Напыление порошковых материалов необходимо производить минимально необходимым количеством воздуха. Чрезмерная подача воздуха приводит к:
- перерасходу краски;
- повышенному износу оборудования;
- нарушению технологии электризации частиц порошка;
- изменению гранулометрического состава краски;
- ухудшению видимости в окрасочной камере.
- Качественное покрытие получают при использовании воздуха нужной кондиции. При этом следует уделять внимание не только отсутствию пыли, но и содержанию в воздухе влаги и масла. Необходимо использовать соответствующие фильтры до подачи воздушной смеси в оборудование. В качественном воздухе:
- размер твёрдых частиц не превышает 0,3 мкм;
- точка росы не превышает 4 °С (т.е. при 20 °С влажность не более 35%);
- содержание масла не более 0,1 промилле.
Оборудование для порошковой окраски
- При повторном использовании порошковых материалов учитывается изменение исходного состава, прежде всего гранулометрического. Не следует превышать количество допускаемых добавок регенерированных материалов в исходные порошки. Тщательно гомогенизируйте смесь порошков перед использованием.
- Не допускайте смешивания краски различных цветов и видов. При переходе на другую краску необходимо тщательно очистить всё оборудование. Желательно иметь для каждой используемой краски отдельные расходные бункера и шланги.
- Без подготовки поверхности не получите качественного покрытия. При этом следует учитывать назначение и условия эксплуатации изделия. Раму велосипеда надо подготавливать несколько иначе, чем элементы офисного стола. Небрежная подготовка приводит к:
- поверхностным дефектам покрытия;
- отслоению краски;
- преждевременному разрушению покрытия в агрессивной среде.
- Стоимость исходного порошка не определяет реальную экономичность покрытия. Следует учитывать:
- расход материалов на единицу площади поверхности;
- долговечность покрытия;
- устойчивость к воздействию вредных условий;
- внешний вид.
- Учитывайте условия хранения порошковых материалов. Повышенная температура может снизить как технологические характеристики порошка, так и эксплуатационные свойства покрытия. Используемая тара должна быть водонепроницаема из-за высокой гигроскопичности материалов. Обычно рекомендуемая температура в складе не должна превышать 25…28 °С, влажность не более 50%.
- Строго соблюдайте рекомендуемую технологию «спекания» порошка. Следует учитывать, что температура воздуха в рабочей зоне печи является косвенной характеристикой техпроцесса. Работа установки должна обеспечивать равномерный прогрев металла изделия до оптимальных температур. В зависимости от вида материала и массы изделия оптимальная температура воздуха и время выдержки могут меняться и отражаются в инструкции.
- Своевременно выполняйте технические регламенты по поддержанию работоспособности оборудования участка. Профилактическое обслуживание, включая регулярную очистку, осмотр, ремонт и замену компонентов, является основой безупречной работы и получения качественной продукции. Используйте запасные части оригинальных производителей. Хорошо зарекомендовало себя оборудование компании TESLA.
Техника безопасности
Основными видами угрозы при порошковой окраске изделий являются:
- попадание пыли в лёгкие и на поверхность кожи маляра;
- образование взрывоопасной пылевоздушной смеси.
Видео: порошковая покраска металлических дверей
Эти угрозы устраняются использованием индивидуальных защитных средств и качественной системой вентиляции, как покрасочной камеры, так и печи «спекания». В обязательном порядке производят качественное заземление используемого оборудования.
Источник: https://kraskacentr.ru/kraski/pokraska/poroshkovaya-okraska.html
Технология порошкового окрашивания
 Главная > Информация > Технологии
Главная > Информация > Технологии
Подробнее о каждом этапе:
Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Базовая технология порошковой окраски металла состоит из трех основных этапов:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции.
Принцип ее действия заключается в том, что окрашиваемые детали подаются на специальной подвеске или тележках, которые передвигаются по рельсам.
Транспортная система позволяет проводить процесс окраски непрерывно, за счет чего значительно увеличивается производительность работы.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов.
Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
Источник: http://pokras.ru/useful/technology/



